Difference Between CNC Milling and Turning Machines
In the world of precision manufacturing, CNC (Computer Numerical Control) machines are the workhorses that turn raw materials into intricate components. While both CNC milling and CNC turning are subtractive manufacturing processes—meaning they remove material to create a final shape—they operate on fundamentally different mechanical principles.
The primary difference lies in which part moves: In CNC milling, the tool rotates, while in CNC turning, the workpiece rotates.
1. Core Operational Mechanics
The fundamental distinction between these two processes is known as their “kinematics,” or how the parts move relative to one another.
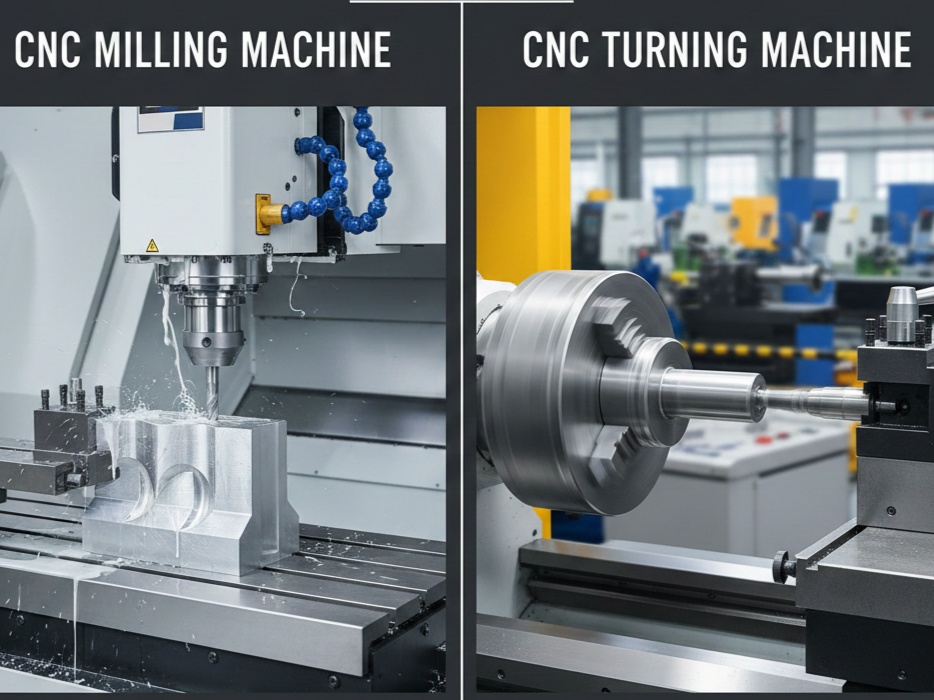
CNC Milling: The Rotating Tool
In a milling machine, the raw material (workpiece) is securely clamped to a stationary table or a moving bed. The cutting tool, which often has multiple “teeth” or cutting edges (like an end mill or face mill), is held in a spindle that rotates at very high speeds. The machine moves the rotating tool across the workpiece along various axes to carve out the desired shape.
- Motion: Rotating tool, stationary workpiece.
- Axes: Typically 3-axis (X,Y,Z), but can go up to 5 or 6 axes for complex geometries.
- Cut Type: Intermittent (the teeth of the tool enter and exit the material repeatedly).
CNC Turning: The Rotating Workpiece
In turning, the roles are reversed. The workpiece is held in a “chuck” and spun at high speeds around its central axis. A stationary cutting tool—usually a single-point tool—is then pressed into the spinning material. As the tool moves along the length or diameter of the part, it “peels” away material to create cylindrical or conical shapes.
- Motion: Rotating workpiece, stationary tool.
- Axes: Usually 2-axis (X and Z).
- Cut Type: Continuous (the tool stays in constant contact with the material).
2. Geometric Capabilities and Part Suitability
Because of their different motions, each machine is “specialized” for certain types of shapes.
| Feature | CNC Milling | CNC Turning |
| Primary Shape | Prismatic, flat, or irregular | Cylindrical, conical, or round |
| Best For | Brackets, engine blocks, molds, pockets | Shafts, bolts, pins, spacers, pulleys |
| Symmetry | Often asymmetrical or complex | Must be rotationally symmetrical |
| Features | Slots, holes, complex 3D contours | External/internal diameters, threads, tapers |
3. Tooling and Material Removal
The tools used in each process are designed for their specific motion:
- Milling Cutters: These are multi-point tools. Common types include end mills, ball nose cutters, and face mills. Because they have multiple cutting edges, they can remove material quickly from flat surfaces or deep pockets, but the intermittent nature of the cut can lead to heat spikes if not managed with coolant.
- Turning Inserts: These are single-point tools. Since the tool is in continuous contact with the spinning part, it produces a very smooth, consistent surface finish. Turning is generally the most efficient way to achieve high-precision diameters and concentricity (making sure different round features are perfectly centered).
4. Pros and Cons Comparison
CNC Milling
- Advantages:
- Versatility: Can create almost any shape, especially with 5-axis machines.
- Complexity: Ideal for parts with internal cavities, complex curves, and multi-sided features.
- Material Variety: Works well with metals, plastics, and even wood or composites.
- Disadvantages:
- Setup Time: Can be more complex and time-consuming to secure irregular parts.
- Cost: Generally more expensive than turning for simple parts due to more complex tooling and longer cycle times.
CNC Turning
- Advantages:
- Speed: Extremely fast for producing round parts.
- Surface Finish: Continuous cutting produces superior finishes on cylindrical surfaces.
- Efficiency: For high-volume production of simple round parts, turning is significantly more cost-effective.
- Disadvantages:
- Geometric Limits: Limited to parts that can spin. You cannot easily mill a square pocket into the side of a part using a standard 2-axis lathe.
- Waste: Often produces long, “stringy” chips that require careful management.
5. The Modern Hybrid: Turn-Mill Centers
In recent years, the line between these two has blurred. Turn-mill centers (often called multitasking machines) feature “live tooling.” This means that while the part is held in the lathe’s chuck, the machine can stop the part’s rotation and use a secondary rotating spindle to perform milling operations (like drilling a hole or milling a flat) on the side of the round part. This allows a complex component to be finished in a single setup, increasing accuracy and reducing labor.
Summary Table
| Category | CNC Milling | CNC Turning |
| Machine Name | Mill or Machining Center | Lathe or Turning Center |
| Workpiece Status | Stationary (clamped in a vise) | Rotating (held in a chuck) |
| Tool Status | Rotating | Stationary |
| Cutting Action | Intermittent | Continuous |
| Chip Type | Discontinuous (small flakes) | Continuous, discontinuous, or fragmented |
| Ideal Geometry | Rectangular, complex 3D | Round, cylindrical |